Choose Micro-Tronics for Deep Draw Diaphragm Molding
Although most rubber product manufacturers mold flat or even shallow elastomer diaphragms, Micro-Tronics is one of an elite few with the expertise to make a more complex variation of this common part: the deep draw diaphragm.
Our cutting-edge, proprietary technique for molding these specialty elastomer diaphragms enables us to manufacture them repeatedly and consistently for mission-critical applications.
What Is a Deep Draw Diaphragm?
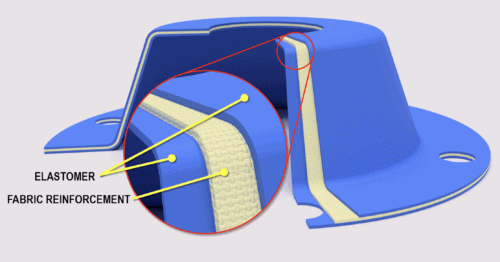
A deep draw diaphragm is a fabric-reinforced diaphragm with a high aspect ratio where the height can be greater than the diameter. These strong and flexible rubber seals typically have adepth greater than 0.5” and feature up to a 90-degree angle, lending them the shape of a top hat. Like all diaphragms, they are used to seal off the contents of one component from another.
These parts are also known as rolling diaphragms because they move up and down and are used to separate different fluid or gas environments, or to transmit pressure from one side of the membrane to the other. They work in concert with other assembly components, such as backing plates, springs, and cups.
Common Deep Draw Diaphragm Applications
A wide range of industries rely on deep draw diaphragms to ensure the safety and performance of their parts:
Aerospace
Agriculture
Oil and gas
Water treatment
Medical
Heavy Industrial
Deep draw diaphragms are used to control pressure and ensure the proper transfer of liquid and air among the chambers of parts, including:
Hydraulic control and relief valves
Meters
Pumps
Pneumatic control valves
Regulators
Other control devices
What Makes Deep Draw Diaphragms So Challenging to Mold?
The internal fabric reinforcement that makes deep draw diaphragms so durable also makes them tricky to manufacture. Unfortunately, the process isn’t as simple as placing rubber and fabric together in a mold and pressing the mold closed. Correctly manufacturing the cloth requires incredible precision. The ultimate goal is to prevent wrinkles and tears and ensure proper bonding between rubber and fabric.
If the fabric weave is misaligned or deformed in any way, it can cause the part to fail. Most concerning, fabric separation in the diaphragm can create a pressure bleed, leading to a potentially catastrophic blowout.
Additionally, small defects in the fabric may create weak points that go unnoticed over time, gradually forming small holes in the rubber. As these cracks propagate, the diaphragm will degrade prematurely, potentially compromising the entire control unit on which it is mounted.
When you work with Micro-Tronics, you can be confident that we’ve honed our processes to overcome the manufacturing challenges associated with molding deep draw diaphragms. We leverage our years of expertise to create deep draw diaphragms that meet our customers’ specifications, using a proprietary technique that delivers consistently excellent results.
Using Elastomers to Create Deep Draw Diaphragms
Elastomer diaphragms are typically made of materials like silicone, flourosilicone, nitrile, neoprene, EPDM, FKM, or other polymers that have the ability to flex and recover their shape when subjected to pressure. These materials are chosen for their durability and flexibility, as well as their resistance to chemicals and other environmental factors.
The part’s end-use application will determine which elastomer is best for your deep draw diaphragm. For instance, only certain elastomer types are capable of withstanding extreme temperatures or resisting a particular fluid.
Silicone and Nomex® are popular for aerospace applications due to their ability to endure extreme heat and cold. For oil and gas applications, choose oil-resistant nitrile or neoprene.
Count on Micro-Tronics for Deep Draw Diaphragm Molding
At Micro-Tronics, we mold 20 different elastomers, and we’ve even created a guide to help you determine which one is best for your rubber diaphragm. With our deep knowledge of elastomers and our proprietary technique for molding deep draw diaphragms, Micro-Tronics is the company you can rely on for flawless execution and performance.
Industrial Hydraulic and Pneumatic Applications for Elastomer Products
Extremely flexible and resilient, elastomer products are integral to the proper functioning of many industrial hydraulic applications.
Elastomers—nitrile, hydrogenated nitrile (HNBR), silicone, flourosilicone (FVMQ), and fluoroelastomer (FKM), to name a few—can expand and contract to accommodate changes in volume and pressure without puncturing or becoming brittle. Durable, custom molded products made from elastomers are ideal for parts in which one section must be sealed off from another to maintain the integrity of a hydraulic or pneumatic process and prevent dangerous leaks.
Everyday Applications for Elastomer Products
Elastomer products are all around us, facilitating hydraulic and pneumatic processes in these common industrial applications:
Air brakes
Bumpers
Diaphragms
Dispensary/metering equipment
Flow meters
Grommets
Interfacial Seals
Isolation components
Plate seals
Pneumatic positioning devices
Pressure regulators
Pressure switches
Pumps
Seals (air, gas, fuel)
Valve actuators
Valve components
These parts depend on elastomers’ dual strength and flexibility to function. In a pneumatic valve, for instance, an elastomer seal creates a barrier that keeps high-pressure gas from leaking—while simultaneously being asked to stretch or contract significantly.
Complex parts may require more than one type of elastomer, as is the case when a gas and one or more liquids must be siloed from one another within a component. Fortunately, we mold 20 different elastomers, so you have several options to choose from (and a guide to help you learn which material is best for your components)!
Mission-Critical Applications
While elastomer products are integral to many routine industrial operations, engineers also rely on custom molded rubber for high-level industrial hydraulic applications where only the most resilient parts will do. Micro-Tronics custom molds elastomer products for several mission-critical applications and industries:
Industrial
Heavy duty industrial equipment is designed to run smoothly whether in the frigid regions of Alaska or the scorching Arizona desert. Elastomers are well-suited to such temperature extremes, making them a natural fit for heavy duty industrial equipment where machine reliability is of the utmost importance..
But not all elastomers are compatible with all applications. For industrial components, we usually choose an oil-resistant elastomer such as nitrile.
Aerospace
Silicone, one of the most commonly used elastomers, is ideal for many aerospace components due to its ability to withstand extreme temperatures on both ends of the spectrum: low temperatures down to -65 degrees Fahrenheit and high temperatures up to 500 degrees Fahrenheit.
Temperature swings at high altitude and in outer space are even more extreme: from -120-600 degrees Fahrenheit.
When molding for these scenarios, we typically rely on fluorosilicone–the gold standard for high-performance elastomers–to perform reliability in even the most extraordinary conditions.
Other industries that rely on elastomers include:
Chemical processing
Food and drug
Electronics
Heavy-duty off-road diesel
Medical
Oil and gas
Micro-Tronics Fulfills All Your Industrial Hydraulic and Pneumatic Application Needs
Not every shop can mold an elastomer plate seal and machine the metal plate to which it will attach. But with capabilities in precision machining, molding, and rubber to metal bonding, Micro-Tronics can build your full assembly under one roof, ensuring expert craftsmanship and a cohesive assembly.
You’ll never have to worry about damage from shipping parts or wonder if your assembly will be out of tolerance due to miscommunications among vendors. Our expert team can handle everything for you.
How to Leverage EDM Technology for High-Tech Electromagnetic Parts
What do waveguides, septum polarizers, comparators, wide beam feeds, septum polarizer housings, feed horns, socket end waveguide gimbal feeds, chokes, and flanges all have in common?
Each of these radio frequency (RF) communication parts has internal right angles—and the only way to accurately achieve these features is with EDM manufacturing—electrical discharge machining.
Let’s explore why EDM is the best solution for machining high-tech electromagnetic (EM) parts and how Micro-Tronics leverages EDM technology to achieve exceptional precision.
Need Perfect Square Corners? EDM Manufacturing Is the Answer
External right angles are easy enough to machine with a lathe or mill. Internal right angles, however, cannot be achieved with conventional machining. Lathes and mills will always leave small radii, channel tags, or earmarks anywhere square corners are attempted.
So what do you do when your part’s interior requires precise right angles? Radio frequency communication parts, for example, won’t function without internal right angles to bounce radio waves through the part’s channels.
EDM services are the perfect solution for machining square corners and tight tolerances.
Achieve Incredible Precision with Wire EDM and Sinker EDM
As long as your part is made of a conductive material, Micro-Tronics can use EDM to precisely shape your workpiece. Our expert team performs two styles of EDM manufacturing:
Wire EDM
Highly accurate and ideal for carving complex geometries and precision components, wire EDM smoothly cuts through an entire workpiece using electricity that is sent to the workpiece via a spooled brass or copper wire as it unwinds along the substrate.
Sinker EDM
Also called “plunge EDM,” this process can be used to create very intricate shapes (typically blind holes) with incredible precision and accuracy. Using a conductive ram electrode (typically made of copper or graphite), sinker EDM can imprint highly accurate features of varying depths. We frequently utilize sinker EDM manufacturing when making aerospace, automotive, energy, manufacturing, medical, and military and defense components.
Our EDM setups
Micro-Tronics maintains multiple EDM setups ready to work at a moment’s notice. On our shop floor, you’ll find:
25 sinker EDM machines
14 wire EDM machines
6 fast hole EDM machines
EDM-compatible materials
Because EDM manufacturing cuts via the electrical discharge between two electrodes (one of which is the part itself), the workpiece’s substrate material must be electrically conductive. EDM’s erosion power allows us to cut even extremely hard, difficult-to-machine metals, such as Inconel. Here’s a list of materials that are compatible with EDM:
Aluminum
Carbide
Cobalt
Hastelloy
Inconel
Rhenium
Stainless steel
Tool steel
Titanium
Any other conductive material!
With CNC-guided EDM manufacturing, we can clean-cut your components with exceptional accuracy and a smooth surface finish.
The Advantages of Combining EDM Services with CNC Machining
Many parts require both CNC machining and EDM services, and it pays to work with a shop that offers both capabilities under one roof.
Micro-Tronics is your one-stop shop for CNC machining and EDM manufacturing
With our combined CNC machining and EDM capabilities, you’ll save time and money: simply submit a single purchase order, and you can expect to receive finished parts made entirely by our team.
No more shipping your parts around to different vendors for individual services or having your vendor sub out the EDM work leading to more cost and lead time. Micro-Tronics can create even the most complex features and geometries in-house, ensuring consistent quality, sharp interior corners, and smooth surface finishes.
And because Micro-Tronics has over 50 years of experience machining and EDM’ing intricate parts just like the ones mentioned below, your order will always be expertly machined and delivered on time with the utmost care.
We’re proud to make EM and RF components that serve an array of industries and individuals via myriad applications, such as:
Waveguides
Septum polarizers
Comparators
Wide beam feeds
Septum polarizer housings
Feed horns
Socket end waveguide
Gimbal feeds
Chokes
Flanges
Ask for CNC Machining + EDM Services at Micro-Tronics
If you’re looking for a manufacturing partner for your high-tech radio frequency and electromagnetic parts, Micro-Tronics has the equipment, experience, and expertise you need.
When designing a part that incorporates rubber-to-metal bonding, there are several steps you can take to ensure a strong bonded seal.
The primary concern with rubber-to-metal bonding is the design of the rubber itself. Improperly designed rubber components will pull away from the metal part over time. Our goal is to ensure a lasting bond between the two pieces.
Here we’ll discuss the challenges of rubber-to-metal bonding, reveal Micro-Tronics’ in-house bonding process, and outline our design recommendations for components that require bonding.
Challenges of Rubber-to-Metal Bonding
Because rubber and metal don’t expand and contract at the same rate, it’s important to consider thermal cycling when designing a part with rubber-to-metal bonding.
Much like a pothole forms in the street as the seasons transition from hot to cold, rubber and metal components will begin to separate as the individual components respond to temperature changes.
This problem is especially apparent when rubber and metal edges butt against one another. As the materials expand and contract, the rubber begins to split. When an assembly vibrates and moves, any cracks in the part’s rubber will expand, propagating from wherever the initial crack began.
If a part’s bonded rubber cracks and splits, that damage will eventually lead to part failure.
7 Critical Design Tips for Rubber-to-Metal Bonding
Incorporate these tips into your design to ensure a strong, durable bond between rubber and metal components.
1. Avoid right angles
Designing rubber components with fillets or overhangs helps to distribute stress over a broader area, enhancing the bonded seal and lengthening the part’s lifespan. At Micro-Tronics, we’re partial to curved fillets and prefer to avoid right angles altogether. Curved surfaces are better equipped to handle expansion and contraction.
2. Consider the metal material to be bonded
Remember that it isn’t only the rubber that expands and contracts. Metal undergoes thermal cycling, too!
For example, an aluminum component has much higher thermal expansion and contraction levels than steel. Understanding how your chosen metal responds to temperature will help you determine which design elements to incorporate.
3. Plan for metal preparation
Unlike your cookware at home, which you want to be smooth and stick-free, metal that’s meant to be bonded should have a rough surface so that it can support a durable rubber-to-metal bond. You want to form microscopic peaks and valleys that increase the total bonding surface area.
Micro-Tronics can perform media blasting to modify the bonding surface. Another solution is chemical etching—an especially good choice for high production volumes.
4. Understand the bonding process
Metal components must be clean and rust-free to ensure a strong bonded seal. However, blasting and chemical etching both create exposed metal surfaces. Oxidation will begin within approximately eight hours if the surface has not yet been coated in an adhesive.
To prevent rust, get your parts fabricated and bonded by the same manufacturing partner. Micro-Tronics will machine your metal components and then bond the seals in one seamless workflow, ensuring immaculate materials that are absent of cutting fluids, oils from handling, or minuscule shards leftover from the machining process.
5. Select the correct adhesive
Not all adhesives are created equal. We’ll gladly make the correct adhesive selection for you, but we will need a clear understanding of the part’s end use and environment to choose an adhesive that can tolerate the assembly’s working temperatures. Micro-Tronics will also align those details with your rubber material’s properties since certain rubber/adhesive combinations are incompatible.
6. Account for finishing services
Consider any finishing your part may require:
Will your part’s metal require a coating, such as anodizing, powder coating, paint,, or plating?
Should the coating take place pre- or post-bonding? Post-bonding coatings can only be applied to certain rubber materials.
Will the part require additional finishing on exposed metal edges?
Can that finishing be applied post-bonding? On parts with extremely tight dimensions, post-bonding grinding may impact the rubber as well.
7. Allow for venting
If your metal component includes blind corners or blind pockets, it may be necessary to add through-holes to your design that allow air to vent from beneath the rubber material’s bonding surface.
Verify Your Design with Micro-Tronics and Ensure Strong Bonded Seals
We encourage you to bring your design to us for review so we can identify any concerns and collaborate on solutions. Our team will ensure that every design detail is accounted for so that we can guarantee high-quality parts with durable rubber-to-metal bonding.
Molding Fluorosilicone Grommets and Interfacial Seals for Aerospace and Beyond
As experts in custom elastomer molding, we have extensive experience working with a vast array of rubber molding materials. Our premium capabilities are crucial for aerospace parts, which often have complex features and require exceptional environmental properties.
Want a prime example of how Micro-Tronics leverages custom molds, premium materials, and proprietary techniques to craft critical elastomer products to perfection? Look no further than the aerospace-bound electrical connectors we regularly manufacture.
Grommets and Interfacial Seals for Electrical Connectors
Electrical connectors—electromechanical devices that join electronic circuits—need insulators to prevent unwanted conductivity. Grommets and interfacial seals, custom-molded from rubber, provide necessary insulation for wires and pins.
Choosing a high-performing material for high above the Earth
Many industries incorporate elastomer insulators into their electrical connectors, but the most stringent insulation requirements are found in assemblies destined for aerospace applications. To achieve the mission-focused (and possibly life-preserving) potential of aerospace parts, Micro-Tronics custom molds the necessary grommets and interfacial seals out of fluorosilicone.
Fluorosilicone and silicone have similar stability and compression set resistance in extreme temperatures. However, fluorosilicone uniquely embodies trifluoropropyl groups that provide enhanced chemical resistance.
The long-lasting elastomer boasts outstanding heat resistance and thermal properties, with a standard service temperature range of -80° to 400° Fahrenheit and a brittle point of -85° Fahrenheit. Though fluorosilicone’s flame resistance isn’t exceptionally high, its other environmental resistance qualities are impressive, as is the material’s fluid resistance (with the exception of polar solvents).
Fluorosilicone’s superior properties make it today’s gold standard for elastomer products. And at 5x the price of regular silicone, the material’s proverbial middle name may as well be “gold.” Outside the high-risk aerospace industry, insulative materials such as silicone, black rubber, neoprene, and other elastomers are viable, cost-effective alternatives.
Mold-making for fluorosilicone grommets and interfacial seals
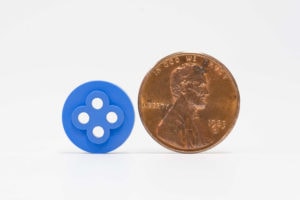
Generally, this step isn’t overly complicated. However, making molds for these particular grommets and interfacial seals is deceptively challenging due to the dense population of tiny pins that are needed to form these parts. It can get quite crammed in the mold with all those little features!
Done correctly, the resulting mold’s pin and wire holes feature complex inner geometries, ensuring minuscule ridges for guiding the pins into place and tight seals around the pin exit points. Both grommets and seals must hold critical tolerances to ensure the closely adjacent pins don’t dislodge from their target placements.
It’s not uncommon for an electrical connector to comprise 100 pins within a one-inch diameter assembly space. Some connectors hold pins with unusual dimensions, such as hourglass shapes, further elevating their complexity.
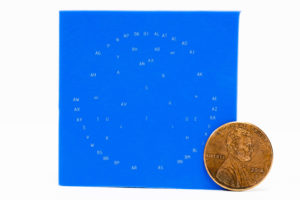
Proprietary part marking for elastomer products
Micro-Tronics appreciates the value of part marking for inventory and ordering purposes. But part marking is uniquely important when assemblers must accurately thread dozens of miniature pins and pin wires through specifically assigned holes.
Using a proprietary laser marking process, Micro-Tronics lifts microscopic black or white markings to the surface of each grommet and interfacial seal. This ink-free process creates zero waste while establishing permanent marks that will not wear away and are solvent-resistant.
Trust Micro-Tronics for Your High-Precision Rubber Components
When you need custom precision parts, Micro-Tronics can make rubber molds and products to even the most exacting specifications. Whether your components call for rubber injection, compression, or transfer molding, our team will meticulously craft your elastomer products using the appropriate AMS, ASTM, MIL, and FDA-certified material.
Request a quote to begin your next rubber molding project with us!
When you have a new product, you want to get it to market quickly. Several factors can impact a new product launch, however. One fundamental way to minimize product launch delays and get your mechanical assemblies to market faster? Consolidate your supply chain.
Fewer Vendors, Fewer Hassles
When managing your own supply chain, you tend to rely on multiple vendors for procurement, machining, and assembly. But when multiple vendors are involved, you can easily find yourself in a “too many cooks in the kitchen” situation: multiple touchpoints lead to oversights, errors, miscommunications, and an end product that is not what you ordered.
Your solution is to cut back on those touchpoints and trust the complete process to a single vendor.
Here at Micro-Tronics, we offer multi-level mechanical assembly and sub-assembly services. Our fastening methods include riveting, swaging, and RTV bonding. We also provide verification testing to your specifications.
In other words, we can procure or make your components, complete the assembly, verify that it’s in working order, and deliver it to you.
Not convinced? Here are our answers to the two questions we hear most often:
“Can’t I save money by managing the supply chain myself?”
Let’s revisit our cooking analogy.
If you send five world-class chefs through a kitchen, one at a time, and tell them to season the soup on the stove, they’ll each add their signature spice to the pot. Each chef is a master of flavor, but if you put all their ingredients into one pot, the soup will be ruined.
What does this have to do with mechanical assemblies?
The components are the spices. The assembly is the soup. And just as too many cooks will ruin the broth, too many vendors may render an assembly useless.
When Micro-Tronics handles your assembly from start to finish, we take full responsibility for its success. We ensure the components fit, the stacked tolerances align, and the assembly works as it should.
“Can’t I build the assembly myself?”
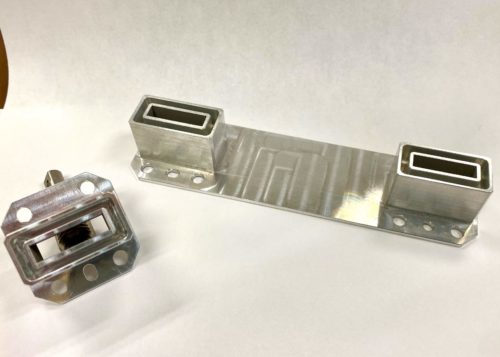
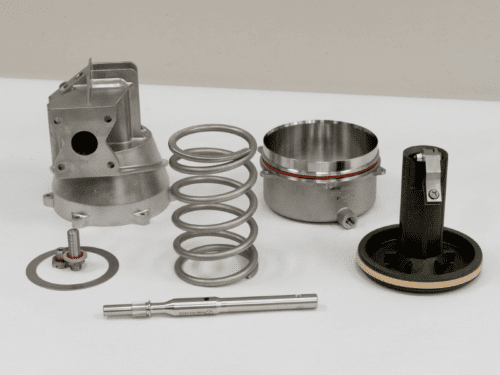
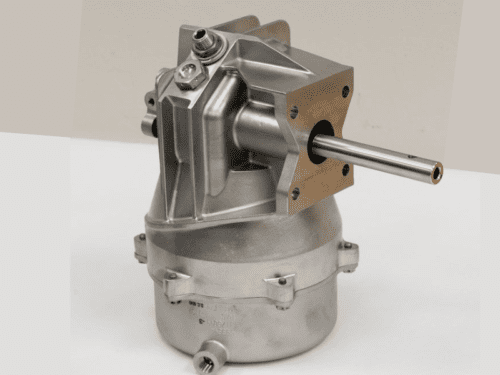
Pictured here, you see the unassembled components alongside the completed assembly.
Unassembled
Assembled
Which would you rather receive?
Assemblies can be incredibly time-consuming. At Micro-Tronics, we produce a large number of pneumatic valve assemblies, typically composed of approximately 10 different components, which we make to spec in-house:
A two-piece housing for which we machine the casting mating surfaces and add bolt holes
Fasteners, which may be standard or custom-machined depending on your needs
Linkages that connect the actuator in the housing
The cup that the diaphragm surrounds
Connecting rods for the cup
A backing plate, which we adhere onto the diaphragm seal
When our customer receives the completed valve assembly, the only remaining step is to fasten the linkage to their auxiliary power unit’s actuator and place screws through the bolt-hole pattern to mount it on the APU properly.
So which would you prefer? A pile of components from various vendors with differing standards? Or a completed assembly that’s ready for immediate installation?
We hear you, and we agree.
6 Benefits of Using a Single Vendor for Mechanical Assemblies
1. Serious cost savings
There’s nothing quite so costly as remaking parts due to manufacturing errors or stack tolerance confusion, and those errors are much more likely when you’re procuring components from multiple sources.
Utilizing a single vendor ensures that your parts are made to spec and the final assembly functions correctly. And if there is a problem, that one vendor—in this case, Micro-Tronics—can quickly implement a solution that won’t cost you anything.
2. Shorter lead times
Every manufacturer has their own lead times and operating costs, all of which add up to a longer wait until you know whether your assembly works.
Micro-Tronics can provide you with a single lead time quote that accounts for each process step. Our concurrent oversight and manufacturing can often shave weeks of time off a multi sourced assembly.
3. Streamlined part approvals
Depending on the industry your product will serve, you may need to submit your parts for approval.
Micro-Tronics proudly serves many customers whose parts undergo a rigorous review by the Federal Aviation Administration (FAA). To obtain Parts Manufacturer Approval (PMA) from the FAA, you can submit your individual components or your entire assembly.
Assembly approval requires the same amount of paperwork and review time as an individual component.
And with the post-pandemic backlog still in full swing, submitting an assembly is the best use of the PMA inspector’s time—as well as your own.
4. Repair kits that save you time and money
We’ll never force you to order an entire assembly if you only need a replacement spring or new washer. For a reasonable “stocking” fee, we offer repair kits stocked with replacement parts that you can inventory for later use.
5. One point of contact
Whether we custom-make each of your components in-house or source some of them from one of our partner suppliers, when you work with Micro-Tronics, we’re your single point of contact for everything related to your project. That means one order, one email address, one phone number, one shipment, one tracking number, and one great experience.
6. Faster time to market
All of these benefits add up to the best one of all: faster time to market.
You’ll never be waiting on company A while they confer with company B, who’s trying to reach company C and—oh! Company D is on a two week shutdown.
Instead, you’ll receive exactly what you asked for: a sophisticated, top-quality, fully functional mechanical assembly delivered on time at a fair price.
Trust Your Next Mechanical Assembly to Micro-Tronics
Don’t wait until your launch plan is in tatters and your product is months behind schedule. Let Micro-Tronics be your full-service project manager and get your product to market quickly, efficiently, and profitably.
At Micro-Tronics, we specialize in both traditional CNC machining and EDM. So when customers bring us materials that are too hard, soft, or brittle for conventional machining, we have the option of getting the job done with our in-house EDM services.
Unusual Alloys Pose Challenges to Conventional CNC Machining
While some materials like Inconel and titanium can be cut using traditional CNC machining, there are challenges to consider. Materials that are exceptionally hard—or even very soft—pose risks during precision machining that can add cost and time to a project.
For example, when machining strong and rigid materials, operators must run conventional machines at reduced speeds to mitigate tool wear and breakage. This extra time, plus the anticipated wear on tooling, often contributes to increased costs.
In other cases, certain unusual alloys tend to “bite,” creating the risk of the tool “walking” during precision machining and potentially throwing the part out of spec. Softer materials might “smear,” making it difficult to get a sharp, clean cut.
The process of EDM manufacturing uses electrical current and an electrode to send said electrical current to the workpiece. In wire EDM, the wire electrode is continuously replenished, eliminating the problem of tooling wear. We can cut parts cleanly, ensuring exceptional accuracy (measured in microns) and a smooth surface finish without impacting costs and lead times. In sinker EDM, we can utilize multiple electrodes if needed to ensure top quality parts throughout a production run.
7 Unusual Alloys We Machine at Micro-Tronics
Here are seven unusual alloys we cut at Micro-Tronics using either our in-house CNC machining or Wire EDM / Sinker EDM services:
1. Rhenium
Rhenium is an exceptionally dense material with good ductility and high strength.
Well-suited for high-temperature applications, it’s a popular choice for aerospace parts, such as exhaust nozzles, turbine blades, engine components, and combustion chambers.
The only downside? Rhenium is very expensive.
2. Molybdenum
Known as “moly” in the industry, molybdenum is best known for its lubricity and often used as a lubricant additive. It provides a slick feel to surfaces—similar to graphite—without grease or oil. It also has an extremely high melting point.
Molybdenum is a common additive in alloys. It’s found in Teflon and “moly steel” alloys, which have increased hardness, strength, electrical conductivity, corrosion resistance, and wear resistance.
3. Inconel
From the nickel-chromium family, Inconel is resistant to corrosion and oxidation and capable of tolerating extreme environmental conditions. These characteristics make it a prime candidate for underwater applications such as propeller blades and submarine motors.
Additionally, Inconel’s ability to withstand high temperatures and maintain its strength when heated renders it an excellent match for aerospace applications.
4. Stainless steel
From industrial equipment to automotive parts to cooking tools, stainless steel is the second most common material manufactured in precision machine shops. It’s extremely durable and possesses high tensile strength and good corrosion resistance.
However, when hardened and heat-treated, stainless steel is nearly impossible to machine conventionally. Specialty grades of stainless steel pose a similar challenge. Austenitic steels (the family of stainless steels with high chromium content and nickel) are prone to work hardening, and alloys such as 303, 304, and 316 can experience material build-up.
5. Copper alloys
Copper alloys are commonly found in electrical components and medical parts. Boasting high electrical conductivity and corrosion resistance, these alloys also possess high ductility, and toughness, making them difficult to machine with a standard mill or lathe.
Beryllium copper is often used for thermal transfer applications due to its ability to withstand high temperatures. However, once airborne, beryllium particulates can be toxic, so a certain degree of expertise is required to machine this material safely. Beryllium copper can also be abrasive to tooling, making it even more challenging to work with.
6. Titanium
Commonly found in aerospace applications, titanium alloys have high tensile strengths and superior toughness, even at extreme temperatures. They’re also relatively lightweight for their strength and highly corrosion resistant.
However, the properties that make titanium so desirable make it a challenge to machine traditionally. The high tensile strength and low conductivity levels can result in broken tools and ruined parts.
7. Tungsten
Tungsten is one of the heaviest materials used in machining and has an exceptionally high melting point (3,410 degrees Celsius).
It’s often used as an additive in other alloys or treated with carbides or hard metals to create a material with hardness comparable to a diamond. Common applications include aerospace parts, automobile components, electronic appliances, and products made for construction.
Micro-Tronics Has the Experience to Machine Exotic Materials
Machining Inconel, tungsten, molybdenum, and other exotic materials requires a breadth of knowledge about the different materials and optimal machining methods. These materials are typically expensive, so it’s important to work with a manufacturing partner who knows what they’re doing.
At Micro-Tronics, we have 50+ years of CNC machining and EDM manufacturing experience and confidently machine many unusual alloys for our customers.
We’ll work with you to identify the best manufacturing process. We may even suggest both CNC machining and EDM services, in which case we can save you significant time and money by keeping your entire project under one roof. Request a quote to work with us!
Could Your Application Benefit from Bonded Plate Seals?
The terms composite seals, plate seals, and bonded plate seals are often used to describe the same thing: a component made by chemically bonding an elastomer (rubber) to a metal plate in an optimum sealing geometry.
At Micro-Tronics, we offer in-house rubber-to-metal bonding services for metal components with a seal bead, such as seal plates. Typically, but not exclusively, we bond elastomers to machined aluminum to make bonded plate seals.
Bonded plate seals are durable and long-lasting. They’re a great alternative to o-rings and gaskets. Are they right for your next project?
Bonded Plate Seals: An Alternative to O-Rings and Gaskets
While plate seals serve the same purpose as o-rings and rubber gaskets, they are often a better alternative to both. Standard o-rings, which are practical in many mechanical applications, have to be handled carefully. Because they are simply set in place, o-rings can easily become dislodged or fall out during manufacturing or installation and become damaged causing leakage. Large o-rings are especially unwieldy—imagine trying to place an o-ring on an assembly with a 20-inch diameter!
Die-cut rubber gaskets are also risky: they can break down under extreme pressure or if a part experiences too much wear and/or fatigue. If you’re already going through the molding process to make a custom rubber gasket, why not reinforce the gasket and bond it to a metal component?
O-rings and gaskets are both more challenging to install than plate seals. Especially at scale, it’s time-consuming and difficult to set these components in place correctly. If they aren’t positioned properly, o-rings and rubber gaskets can get pinched and fail during use. And that means greater liability and more downtime during production or repair and overhaul.
5 Design Considerations for Bonded Plate Seals
Bonded plate seals offer more design flexibility than standard o-rings and gaskets. When you think about designing a bonded plate seal, consider these five factors:
Customizable shape. Bonded plate seals aren’t restricted to circles of different sizes like o-rings. We can work with customized geometries, including odd shapes.
Sealing lip design. In some cases, the sealing surface of a bonded seal plate will look similar to an o-ring. However, we can incorporate features such as a double hump instead of the single hump o-rings provide. Applications that experience higher pressure may require a double hump design feature. Other designs include hemisphere, multilip, labrynth, wave, etc.
Mechanical locks. We recommend designing for mechanical locks when applicable for double sided seals. Mechanical locks are essentially webs that run through the metal to connect with and reinforce the bond to the elastomer. For dual-sided bonded plate seals, a mechanical lock provides a backstop for the adhesive, further securing the seal.
Seal bead customization. Seal beads must be extremely precise to control the flow of fluids and air within a part, and we can customize seal beads to your project’s unique specifications. We can apply double or even triple beads to meet your requirements. We can also add a depression on either side of the seal bead as needed, a capability that isn’t available for o-rings.
Our integrated team of experts can make your bonded seal plates entirely in-house. We’ll work with you on your design and material selection, machine the metal plates, and chemically bond them to the elastomer seals, all under one roof.
Damaged part with burr
To expedite production, we stock numerous metal and elastomer materials used by a variety of industries, including aerospace and defense. We can even run fluid compatibility tests to confirm your seals are an environmental match.
When possible, we prefer to own the entire manufacturing process to ensure bonded plate seals meet our stringent quality standards. Even tiny burrs can jeopardize the functionality of a bonded seal, and we’ve often run into challenges with machined parts that weren’t fully prepared for elastomer seals and assembly. This also accounts for stacked tolerances of metal and elastomer for final part dimensions.
When we can machine the parts from scratch and own the entire process, we can deliver customers a higher quality product, more consistent outcomes, and a reliable lead time.
If you’re interested in bonded plate seals for your next application, make sure you enlist an expert to guide you through the manufacturing process. Want to learn more about working with Micro-Tronics? Submit an RFQ to get started, and our team will respond promptly.
Have you ever needed a part that required both CNC machining and EDM services?
Many shops with CNC machining capabilities lack EDM expertise. When they’re working on a part that requires EDM services, they often contact EDM specialists like us to get the job done, adding another link in their customer’s supply chain. Thus increasing the cost and lead times.
At Micro-Tronics, we’re proud to be a full service precision manufacturer that offers CNC machining and EDM services in-house. When you need both capabilities for your part, working with us allows you to consolidate your supply chain and get maximum value from a manufacturing partnership.
4 Benefits of Working with a Supplier Who Has CNC Machining and EDM Services under One Roof
1. Save time and money
Vertical integration—combining multiple stages of the production process under one roof—saves valuable time and money. Consider these advantages:
You have one point of contact, at one shop, with one timeline
You avoid paying double markup for services and overhead
You minimize transportation risks, which can delay lead times
2. Expedite specialty parts
Engineers may hesitate to incorporate intricate features in their designs that need secondary operations like EDM. But we encourage you to exercise design freedom. With our diverse range of in-house services, we can bring your vision to life.
Recently we worked on a specialty part that required milling, turning, small hole EDM, sinker EDM, and wire EDM manufacturing. By combining our in-house capabilities, we were able to deliver a top-quality part quickly and cost-effectively.
3. Use hard materials
EDM is capable of cutting hard materials that standard CNC machining tools can’t easily cut, such as rhenium and rhenium alloys, Inconel, and hardened stainless steel grades. Many customers come to us for rhenium machining – our proven process and 50+ years of EDM experience are more than equipped to handle this notoriously dense and heavy material.
EDM is also useful for cutting heat-treated materials that are common in the aerospace industry. When you work with us, we can mill or turn your part and then use EDM services to add features post-heat treating if necessary.
4.Master intricate features
Conventional machining processes aren’t always sufficient in achieving super tight tolerances and creating geometrically complex parts.
EDM manufacturing can cut features like square corners, blind pockets, high-aspect ratio holes, and hex-head patterns with extreme precision. Wire EDM is also a great alternative to a solution like broaching that can be time and cost-prohibitive. Wire EDM services require minimal tooling (sometimes none at all) which keeps costs and lead times manageable.
Not only can Micro-Tronics offer you CNC machining and EDM services, but our team can also provide sub-assembly and assembly services. Leveraging the principles of vertical integration positions us to be your full-service manufacturing shop. Request a quote to get started today.
Our motto is “precision from start to finish,” and it certainly applies to our custom molded rubber capabilities. We leverage our in-house expertise, state-of-the-art equipment, and efficient teamwork to not only manufacture your precision rubber components, but also to create the tooling required for rubber molding.
Custom Tooling for Rubber Molding: Our Proprietary Process
Rubber molding turns uncured rubber (and other elastomer materials) into usable parts and products. It involves placing uncured rubber into a mold (or “tooling”) that is typically made from aluminum or stainless steel. Heat and pressure combine to cure, or vulcanize, the rubber into the final product.
Many rubber molding manufacturers rely on outside vendors to supply the tooling for custom parts, but at Micro-Tronics, we keep the entire job in house.
Our dedicated tooling department employs a proprietary process to quickly and accurately create tooling for your rubber parts. While some molds require precision work with our EDM manufacturing services, CNC machining capabilities like milling and turning are the standard manufacturing methods for these projects. We have a specific site and dedicated machines for tooling work, so our tooling department is never competing with other customer projects.
Once the tooling is made and delivered to the production team, we can manufacture your custom molded rubber parts at our
dedicated rubber molding facility.
Benefits of In-house Capabilities for Rubber Molding
How do our combined in-house capabilities benefit our customers? Here are five ways:
1. Cost-Effectiveness
Because we keep the entire job under one roof, using machines we own and materials with which we’re very familiar and have on hand, we don’t need to contract with an outside molding vendor. That helps keep manufacturing, transportation, and shipping costs down.
2. Efficiency
Our dedicated tooling department can keep your project on track and even expedite production by strategically prioritizing and scheduling work on the shop floor.
In the past, we’ve been able to deliver parts to customers in a tight timeframe because we had everything we needed on-site—machines, materials, and experts—and we could adjust our schedule easily to meet the project’s deadline. We are not beholden to an outside vendor.
3. Flexibility
Making your tooling in-house allows us to be highly flexible when iterations are necessary.
Our fully integrated team can move quickly if a mold needs adjustments during the manufacturing process. We can give and incorporate rapid feedback and make tweaks in real-time since we’re all part of the same team.
The molder and production team are in constant communication, and all of our departments work together to ensure the parts are correct at every stage of production.
We’re also flexible about repairs and replacements. Tooling wears out over time, but we can be proactive about repairing it or making a new mold as needed.
4. Design expertise
Creating the tooling for a rubber mold is a challenging process that requires breadth of knowledge about the part material.
Rubber is viscous and can be difficult to work with depending on how it flows. It shrinks during the curing process and is often reinforced with performance fabrics that can make achieving proper rubber flow challenging. .
Manufacturing a functioning mold is even more complicated when designing for parts with complex geometries, such as deep-draw rubber diaphragms—our specialty.
Fortunately, our team has knowledge and experience with rubber and elastomer products and can design tooling for your molds to accommodate shrinkage, viscosity, and intricate geometries.
5. Scalability
If you’re scaling your product line and need to produce more parts quickly, we can leverage our multi-cavity tooling capability to help you meet demand. Instead of manufacturing one or two custom molded rubber parts at a time, we can make six, eight, or twelve per machine actuation to scale production.
We know standard parts don’t always meet your needs, and our team of experienced molders and elastomer manufacturers is here to turn your vision into a reality.